欢迎浏览NG体育·(中国)官方网站!


行业资讯
NG体育压力矫直
时间: 2024-04-19浏览次数:
英文gag 简介用活动压头施加压力使安放在两个固定支点间的轧件弯曲而实现的轧件形状缺陷的矫正。压力矫直在压力矫直机上进行。压力矫直机分立式和卧式两种
英语
插科打诨
介绍
通过用可移动压头施加压力使放置在两个固定支点之间的轧件弯曲来校正轧件的形状缺陷。
压力矫直是在压力矫直机上进行的。 压力矫直机有两种类型:立式和卧式。 按动力来源分为液压传动和机械传动。 压力矫直时,将轧件的弯曲部分置于活动压头下,向相反方向弯曲。 去除载荷后,轧件经弹性回弹后达到直线度。 如果反向弯曲不充分,应进行第二次补充矫直。 如果弯曲太远,则向相反方向再次弯曲,直至变直。
弯曲原理如图所示。 纵坐标是力矩M,横坐标是曲率1/R。 轧件的加载和卸载曲线与工程应力应变曲线相似。 轧制件的原始曲率是1/r0。 为了矫直轧制件,必须将轧制件反向弯曲至位置1。反向弯曲率为1/ρ。 卸载后,轧件回弹至位置2',弹性回复曲率为1/ρy,残余曲率为1/r。 若将总弯曲曲率表示为1/RΣ,则1/RΣ=1/r0+1/ρ,则反向弯曲率可表示为1/ρ=1/r+1/ρy。 如果残余曲率1/r=0,即位置2与位置2'重合,轧件变直(拉直),此时的反曲率就等于弹性曲率,1/ρ=1 /ρy。
压力矫直的主要缺点是操作复杂、生产率低,因此很少采用。 压力矫直一般仅作为大型钢材、中厚板辊式矫直后的补充矫直(见彩图第2页),或用于大型钢梁、钢轨、大直径钢管、厚板的矫直。
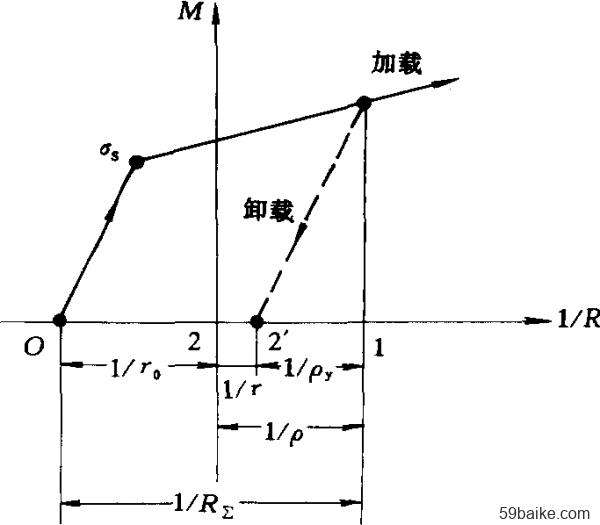
弯矩M与弯曲曲率1/R的关系
